



Over 100 years of history
From pioneer to global player
Almost a whole century has passed since CERAMETAL and Plansee Tizit first started out as pioneers of advanced carbide products. A constant thirst for developing new technologies and innovative solutions for wear-protection and cutting tools led these companies to grow and expand on a global scale. Their merging in 2002 marked the birth of a new global player in the carbide industry: CERATIZIT.

1921
Founding of the Metallwerk Plansee GmbH in Reutte, Austria
The Metallwerk Plansee is founded in 1921 by Dr Paul Schwarzkopf in Reutte, Tirol. The early years see the 20-strong workforce making molybdenum wire and tungsten filament for the lighting industry. The group of companies to which CERATIZIT belongs still carries the name Plansee today.

1929
Series production of tungsten carbide
In 1929 a team led by Dr Paul Schwarzkopf and Isidor Hirschl succeeds in commencing series production of tungsten carbide, with cobalt binder and a high alloy content of titanium carbide.

1931
Founding of CERAMETAL in Bereldange, Luxembourg
The carbide expert and later merging partner of Plansee Tizit is founded in Bereldange, Luxembourg by Dr Nicolas Lanners under the name CERAMETAL, producing filaments for light bulbs

1948
1948 - 1962 Initial cooperation
Plansee and CERAMETAL work together on innovative carbide products for the first time.

1979
First step towards becoming a global player
By launching production in the USA, CERAMETAL lays the foundations for global growth.

1998
Opening of the Chinese plant
The carbide experts enter the Asian market, opening their first carbide production site in China.

2002
Carbide has a new name: CERATIZIT
The merging of CERAMETAL and Plansee Tizit in November 2002 brings a new name to the carbide industry: CERATIZIT.

2003
Laying the foundations for expansion
The fusion of these two companies is followed by global expansion, with new sales subsidiaries in South America and Eastern Europe.

2007
The first Tooling Academy (current name: CERATIZIT Innovation Center)
CERATIZIT invests in sites across the globe, starting with new administrative buildings in Mamer (Luxembourg) and Reutte (Austria). These are followed by the opening of the first Tooling Academy (current name: CERATIZIT Innovation Center) in Tirol: assessment testing and training centre for the practical testing of machining processes for cutting tools.
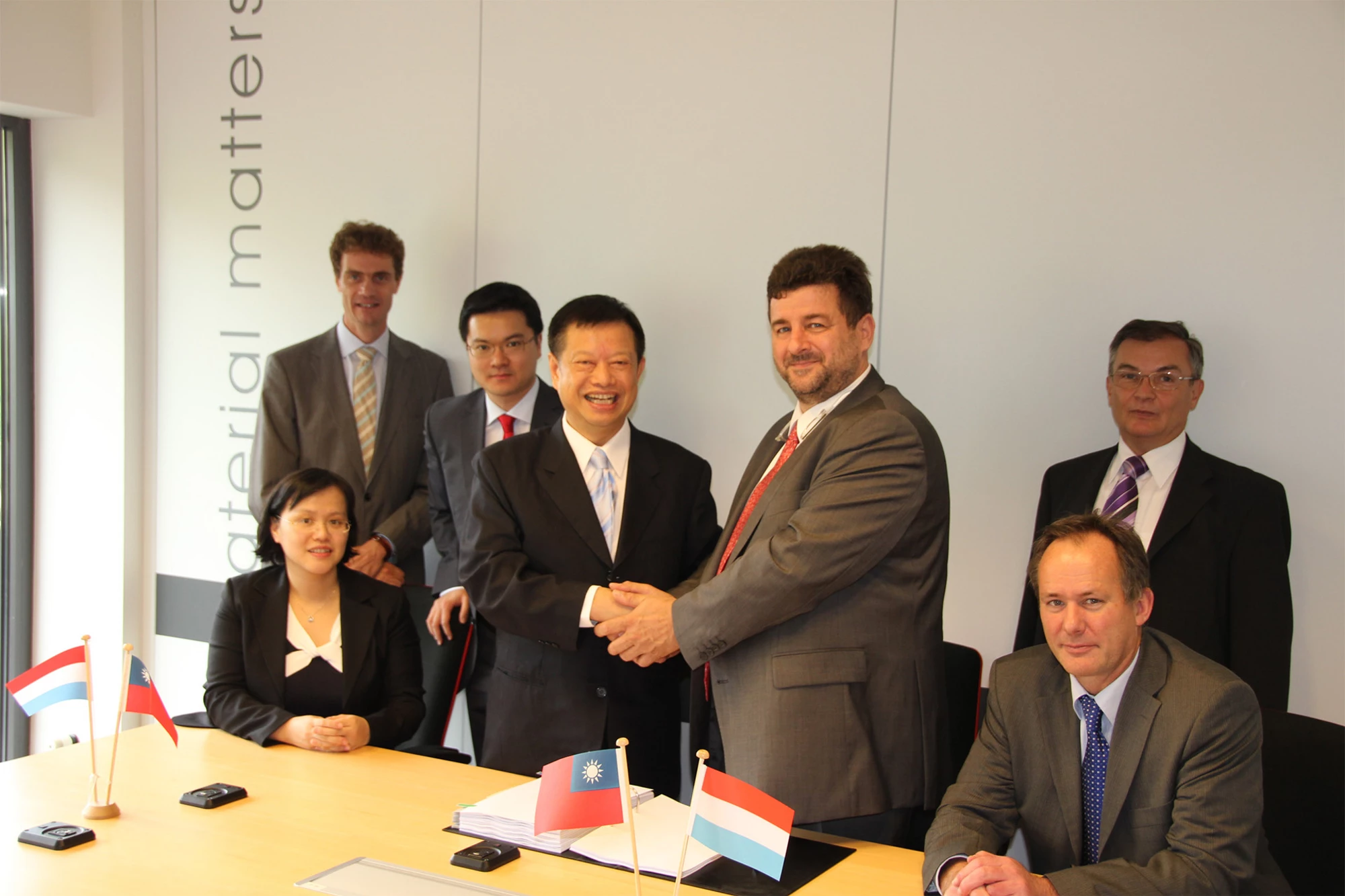
2010
Joint venture in Asia CB-CERATIZIT
In 2010 CERATIZIT strengthens its position on the Asian market by entering into a joint venture with the company CB Carbide Taiwan, now trading under the name CB-CERATIZIT.
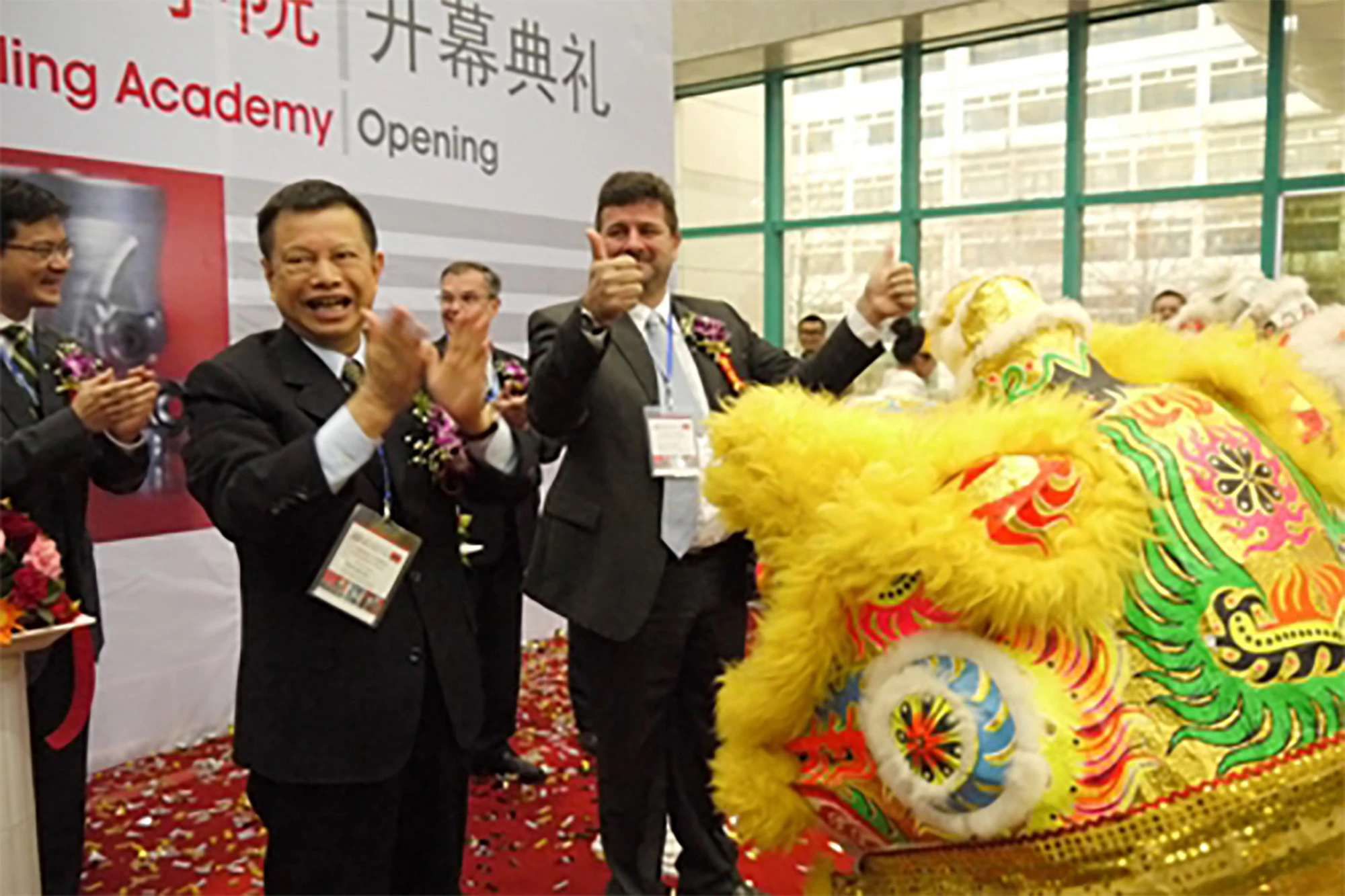
2011
Opening of the Tooling Academy in China (current name: CERATIZIT Innovation Center)
CERATIZIT opens a second Tooling Academy (current name: CERATIZIT Innovation Center) at its site in Tianjin, China. Using its own machinery, tailor-made tool solutions can be tested and refined in practice using modern analytical technology.

2012
Joint venture with Günther Wirth (GW)
CERATIZIT invests in solid carbide tool manufacturer Günther Wirth (GW), now covering the entire value chain for round tools.

2013
Expansion of the Reutte site
CERATIZIT expands production and office space at its Austrian site, thereby doubling the production of inserts and rods.
2014
Expansion in Mamer, acquisitions in the US and in Italy
CERATIZIT further invests in infrastructure at the Group's headquarters in Mamer, Luxembourg, beginning with the expansion of production facilities at the site. At the same time, the CERATIZIT Group makes advances in the USA by acquiring an 80% stake in the Californian tool manufacturer PROMAX Tools and in Italy by taking over the Italian drawing tool manufacturer VAN-Dies.

2015
Acquisitions in Germany and India
Following the acquisition of Klenk, a metal cutting tool manufacturer based in Balzheim, Germany, CERATIZIT expands its product range to include special solutions for solid carbide round tools used in the aerospace, automotive and medical technology sectors. The company also acquires a majority shareholding in solid carbide tool manufacturer Cobra Carbide India Pvt Ltd, strengthening its network in India.
2016
Growth, an anniversary and yet another acquisition
The CERATIZIT Group is set for further growth: while the new “Dippach” building with production and research facilities opens in Mamer just in time to celebrate CERATIZIT Luxemburg’s 85th anniversary, the groundbreaking ceremony for a new building takes place at the Günther Wirth site in Balzheim. At the end of the year, CERATIZIT also acquires a majority share in tool manufacturer Becker Diamantwerkzeuge based in Puchheim near Munich. Diamond or PcBN-coated tools from Becker boast maximum wear resistance and are ideal for machining difficult-to-cut materials in the automotive, mechanical engineering, medical technology and aerospace industries.

2017
Ascent into the Top 5 of the cutting tools sector
Right at the start of the year, CERATIZIT acquires a majority holding in Best Carbide Cutting Tools, a solid carbide tool manufacturer situated near Los Angeles in the USA. Through the acquisition of this specialist in high-end micro tools, the group not only expands its dealer network in the USA, but also its areas of expertise.
The major coup was landed a few months later. In October 2017, through its acquisition of the KOMET GROUP, a precision tool manufacturer headquartered in Besigheim, Germany, the CERATIZIT Group gained important market shares around the world and made the leap into the Top 5 of the international cutting tools market.

2018
Günther Wirth and Klenk merger
In May 2018, our subsidiaries Günther Wirth and Klenk merged. The name of the new company is CERATIZIT Balzheim GmbH & Co. KG. Based not far from each other, the merger allows their combined resources to be utilised more efficiently.

2019
Share in Stadler Metalle
With a 50 % share in Stadler Metalle GmbH the CERATIZIT Group took an important next step to secure the supply chain of raw materials for tungsten and cobalt. The company, based in Türkheim, Germany is specialized in reprocessing of secondary raw materials with a main emphasis in carbide.
Hard Materials, Hard Facts
All you ever wanted to know about CERATIZIT
The most interesting facts about CERATIZIT and our innovative carbide solutions. We let the numbers do the talk.
About us
- 30Production sites
- 7000Employees worldwide
- 1000Patents & utility models
- 100Years of experience
More than 30 production sites worldwide
CERATIZIT is producing worldwide with more than 30 production sites in Europe, Asia and Northamerica. This also includes production sites of our joint-venture CB-CERATIZIT which is an important part of our presence in Asia.
More than 7000 employees worldwide
Here at CERATIZIT we have over 7,000 employees working at more than 30 production sites across the globe. We employ a multidisciplinary team of engineers, scientists, economists and sociologists, as well as staff with varied experience and training backgrounds. Together as a team we work tirelessly to continuously develop new carbide solutions.
8 out of 10 of management positions at CERATIZIT are filled internally. With each new day we reaffirm our management principles of trust, openness and scope for development. In order to continually improve the quality of our management we offer a number of development programmes, including Senior or General Management Training, General Development Training and various Supervisor and Team Leader courses.
More than 1000 patens & utility models
CERATIZIT holds more than 1,000 patents and utility models worldwide and employs more than 200 employees in the field of R&D. Thanks to our innovative, award-winning tool solutions and coatings CERATIZIT has become a global market leader in numerous fields of application.
100 years of experience
Carbides have been available for over 100 years now and their scope of application is practically limitless. We are always looking for new challenges when it comes to wear parts and cutting tools, and when we do we are all about finding tailor-made solutions.
Sustainability & Responsibility
- 500Over employees use company buses
- 50001ISO certified
- 16949IATF certification

Company shuttle service
Over 500 employees use the company buses provided at our sites in Mamer, Luxembourg and Reutte (Austria) on a daily basis. This ensures that our employees get to work and back home safely and well-rested, particularly in winter and later at night. This also benefits the environment by relieving pressure on the streets and parking spaces close to the production site.
ISO 50001 certification
Our production site in Reutte has been certified in accordance with the energy management standard ISO 50001 since 2011. When we began extending the site in 2013, we used wood – a renewable resource – as our primary building material. With an outer shell providing good insulation and efficient heat recovery, we keep energy consumption levels to a minimum.
IATF 16949 certification
The automotive industry demands the highest standards of product quality, productivity, competitiveness and continuous improvement. In order to achieve such standards, car manufacturers insist that their suppliers adhere to strict technical specifications. These are prescribed by the quality management standard for suppliers IATF 16949. CERATIZIT Empfingen GmbH has met these conditions since July 2013, making us the second carbide manufacturer worldwide to have the IATF 16949 certification.
Innovation & Technology
- 3min.to pack your order
- 50°Spiralled carbide rods
- 4500Vickers
- 75000Items for the cutting industry
3 minutes to pack your order
The state-of-the-art high-performance picking system at the CERATIZIT logistics centre in Kempten (Germany) has reduced order processing time to just 3 minutes – from the moment the order is received to the time the package is ready for delivery.
50 degree spiralled carbide rods with coolant holes
Particularly in the field of aviation, the drilling of materials like CFRP, aluminium and titanium requires a stepped rivet hole drill. With decades of experience under its belt, CERATIZIT has succeeded in developing a new kind of extrusion technology, enabling us to manufacture 50-degree spiralled carbide rods with coolant holes.
4500 Vickers
At over 4,500 Vickers, CERATIZIT's patented CVD-TiB2 coating is the second hardest on the market (after diamond coating). It is characterised by high chemical stability, wear resistance and sufficient toughness. Its super-flat surface ensures quick and efficient chip removal. Hard coatings of this kind allow an easy and efficient machining of particularly demanding materials like titanium or super alloys.
75000 items for the cutting industry
As a cutting tools regional distribution network, Team Cutting Tools offers the largest range of products in the cutting industry. The CERATIZIT sales subsidiary markets approximately 75,000 products with a steady ex-warehouse delivery capacity of 99 percent. Its 2,000-page catalogue is available in 13 languages.
ALPHA = 6 /// VERSUS 11,7 /// X10-6/K
Steel and carbide can be distinguished by their material properties, such as toughness and thermal expansion. The coefficient of linear expansion for carbide is 6 x 10-6/K; for steel it is 11.7 x 10-6/K. Manufacturing a drill requires both of these materials to be combined. In order to prevent cracks appearing at the connection point, CERATIZIT manufactures solid carbide drills with a gradient structure. This means that the carbide at the tip is extremely hard and wear-resistant. On the steel side the carbide is tough enough to enable a stable welded connection with the steel shaft.
Products & Carbides
- 8min.For an 18" aluminum wheel
- 700mm long XXL rods
- 700kg heavy tools
- 80Corrosion-resistant by factor
8 minutes for an 18 inch aluminum wheel
With CERATIZIT cutting tools you can make four 18-inch aluminium sports wheels in less than eight minutes.
700 milimeters long XXL rods
Our XXL rods are used by tool manufacturers to produce 700 millimetre-long double-edged twist drills. These tools allow you to drill lubrication holes into large crankshafts for truck or naval vessel engines six times faster than conventional tools. The most difficult task for the developers was to ensure that the cooling holes, spiraling throughout the rods, retain their position and inclination despite the exceptional length of these rods.
0.2 grams is the most lightweight insert
The most lightweight carbide cutting tool insert we produce at CERATIZIT weighs just 0.2 grams. The hole used to mount the insert is larger than the carbide part. The insert is used for finishing in universal milling applications. The heaviest insert weighs 450 grams and is used for bar peeling.
700 kg heavy tools
A high-pressure tool used to manufacture synthetic diamonds can weigh over 700 kilograms. A pen ball, however, weighs just a few milligrams. CERATIZIT uses a variety of different manufacturing processes, which in turn produce carbide products of various geometrical dimensions.
Factor 80
Corrosion-resistant CF grades are mainly used to make tools for punching, bending, cutting and coining. These patented carbide grades help to reduce corrosion tendency and speed of corrosion by a factor of 80. Given the high corrosive potential of certain tools, CF grades ensure that their corrosion resistance is considerably increased, resulting in economical production and consistently high lifetime.
0.2 micrometers
Our cemented carbides are composites consisting of tungsten carbide and cobalt. The soft cobalt serves as a binding agent and adds toughness to the carbide. Tungsten carbide delivers the required hardness and necessary wear resistance. Achieving the optimum carbide grade is dependent on the amount of cobalt used and the grain size of the hard phase. To ensure the highest level of wear resistance we reduce the cobalt content to a minimum and the grain size of the tungsten carbide to less than 0.2 micrometres.
1500° C
At temperatures of between 1300°C and 1500°C and pressures of up to 100 bar, pressed green parts are sintered to a dense, homogeneous and extremely hard form of cemented carbide, reducing its volume by up to 50 percent.